

 English
English русский
русский español
español العربية
العربيةRecherche
Qu\'est-ce que tu cherches?
Recherche

Le parcours des bobines d’acier brut jusqu’à une tour treillis autoportante est une symphonie de fabrication lourde, d'ingénierie de précision et de contrôle qualité méticuleux. Une tour autoportante est une structure treillis spatiale assemblée à partir de centaines, voire de milliers d'angles et de plaques de connexion à l'aide de boulons. Tout écart dans un seul trou de connexion peut rendre le montage sur site impossible. C'est pourquoi le processus de fabrication est régi par des normes rigoureuses — généralement GB/T 2694 pour les pylônes de transmission ou ANSI/TIA-222-H pour les structures de télécommunications — et pourquoi chaque étape, de la matière brute plate jusqu'à l'emballage final, fait l'objet d'une vérification qualité systématique.

Ce guide présente l'ensemble du flux de fabrication, en mettant en évidence les points de contrôle qualité critiques qui garantissent que chaque tour arrive sur site prête pour un montage fluide et efficace.
Le cycle de fabrication commence par la réception et l’inspection des matières premières. Des bobines d’acier à faible teneur en carbone de haute qualité ou des profilés en acier angulaire sont livrés à l’usine. À leur arrivée, les matériaux subissent une inspection visuelle pour détecter les défauts de surface, suivie d’un échantillonnage pour des essais physiques et chimiques afin de vérifier les propriétés mécaniques et la composition chimique conformément aux normes nationales. Pour les pylônes électriques et de télécommunication, des matériaux tels que Q235B, Q345B ou Q355B (acier faiblement allié à haute résistance) sont courants, choisis pour leur résistance, leur ténacité et leur soudabilité.
Pour les profilés en acier angulaire produits à partir de bobines, l’acier est déroulé, nivelé et refendu en bandes étroites, puis alimenté à travers une série de rouleaux dans un processus de formage à froid afin de les façonner en profilés d’angle standard en forme de L. Ce travail à froid augmente la résistance grâce à l’écrouissage.
La découpe suit. Les cornières longues sont coupées à des longueurs spécifiques selon les plans de conception de la tour à l’aide de sciage ou cisaillement. Pour les plaques d’acier utilisées pour les goussets et les nœuds de connexion, la découpe est réalisée à l’aide de machines de découpe plasma, oxycoupage ou laser, selon l’épaisseur.
· Certification des matériaux : Les certificats d’essai d’usine doivent confirmer la composition chimique et les propriétés mécaniques
· Précision dimensionnelle : Les longueurs de coupe doivent correspondre aux spécifications de conception ; les erreurs à ce stade se cumulent dans les étapes suivantes
· Qualité des bords : Des extrémités sans bavures et bien d’équerre garantissent un ajustement correct lors de l’assemblage
· Traçabilité des matériaux : Chaque lot est étiqueté et suivi tout au long du processus de production

La réalisation des trous est sans doute l’étape la plus critique de la fabrication des tours. Toute la philosophie des assemblages boulonnés d’une tour treillis repose sur la précision des positions de trous dans des tolérances très strictes. Il existe deux méthodes principales :
Poinçonnage CNC : Pour la plupart des cornières de taille standard, les fabricants utilisent des lignes de production de cornières CNC pour le poinçonnage. Cet équipement automatisé intègre l’alimentation, le convoyage, le poinçonnage et le cisaillement, pilotés directement par des données générées par les logiciels de traçage — éliminant entièrement les mesures et marquages manuels. La technologie CNC garantit que chaque composant est identique, éliminant les erreurs d’assemblage et assurant l’intégrité structurelle.
Perçage CNC : Pour les sections plus épaisses (généralement des cornières dont l’épaisseur des ailes dépasse 14 mm) ou lorsque une meilleure qualité de paroi de trou est requise, le perçage est privilégié. Le perçage ne produit pas d’effet de déchirure par impact sur le métal de base, ce qui permet une meilleure finition de surface des parois des trous.
Pour les plaques de connexion (goussets), les trous sont réalisés à l’aide de presses hydrauliques à stations de matrices multiples, capables de poinçonner, percer et même marquer en une seule opération.
· Précision de position des trous : Les systèmes CNC assurent une précision de positionnement des trous qu’aucune opération manuelle ne peut égaler
· Diamètre et circularité des trous : Surveillés pendant la production par le personnel de contrôle qualité
· Ébavurage : Les bords des trous sont ébavurés afin d’éviter les concentrations de contraintes et de garantir une insertion fluide des boulons
· Inspection du premier article à 100 % : La première pièce de chaque série de production est entièrement mesurée avant le lancement de la production en série

Certains composants — tels que les éléments de contreventement, les connexions courbes et les profils de traverses — nécessitent un cintrage au-delà du profil d’angle standard. Cintrage à froid est principalement utilisé, où l’acier est formé à température ambiante à l’aide de presses hydrauliques ou de cintreuses à traction rotative. Cette méthode est efficace et préserve les propriétés du matériau.
Pour les sections très épaisses ou les rayons serrés, cintrage à chaud (chauffage de l’acier à une température spécifique pour le rendre malléable) peut être utilisé, bien qu’il soit moins courant pour les cornières standard.
Opérations de formage supplémentaires :
· Découpe d’angles : Retrait de matière pour créer un jeu pour les connexions
· Ouverture/fermeture des angles : Ajustement de l’angle entre les ailes
· Aplatissement : Compression de l’extrémité d’un élément pour l’ajustement de l’assemblage
· Nettoyage de la racine : Retrait du métal de racine de soudure pour une préparation correcte du joint
· Usinage arrière : Usinage de la face arrière des ailes d’angle pour des assemblages affleurants
· Rayon de pliage et angle : Vérifiés par rapport aux spécifications de conception
· Intégrité de surface : Absence de fissures ou d’amincissement excessif aux zones de pliage
· Stabilité dimensionnelle : Les composants formés doivent conserver leur forme lors des manipulations ultérieures

Bien que la structure principale de la tour utilise des assemblages boulonnés pour le montage sur site, les petits sous-ensembles—tels que les plaques de connexion, les extrémités de stub, les supports d’échelle et les plateformes d’équipement—sont soudés en usine.
Les soudeurs qualifiés utilisent des procédés incluant SMAW (Shielded Metal Arc Welding) ou le plus efficace FCAW (Flux-Cored Arc Welding). Toutes les soudures sont réalisées conformément à des Welding Procedure Specifications (WPS) , avec des soudeurs certifiés pour les procédures spécifiques qu’ils exécutent.
Pour les soudures critiques porteuses de charge, 100% non-destructive testing (NDT) est mis en œuvre. Pour les tours qui seront galvanisées à chaud, la qualité des soudures est particulièrement importante car la galvanisation ne masquera pas les défauts—elle peut même révéler des porosités ou des inclusions de laitier par des fuites de zinc.
· Inspection visuelle : L’apparence des soudures, leur profil et les cratères de sous-coupe sont vérifiés par du personnel autorisé
· Méthodes CND :
Essais ultrasonores (UT) : inspectent les défauts internes tels que le manque de fusion, les fissures et les inclusions de laitier
Essais par magnétoscopie (MT) : détectent les fissures de surface et proches de la surface
Essais par ressuage (PT) : pour les matériaux non ferromagnétiques ou comme alternative pour les défauts de surface
· Point d’arrêt requis : Toutes les inspections et essais des soudures doivent être réalisés au minimum 48 heures après la fin du soudage
· Traçabilité qualité : Tous les rapports d’inspection sont archivés dans le système de traçabilité qualité
Après fabrication, chaque composant subit une galvanisation à chaud (HDG). Ce procédé crée une liaison métallurgique entre le zinc et l’acier, offrant une protection supérieure et durable contre la corrosion. La séquence de galvanisation suit un processus strictement contrôlé :
Dégraissage / nettoyage caustique : Élimine les contaminants organiques tels que l’huile, la graisse et la saleté
Décapage (bain acide) : Immersion dans de l’acide chlorhydrique ou sulfurique dilué pour éliminer la calamine et la rouille, exposant un acier parfaitement propre
Fluxage :Les composants sont plongés dans une solution de chlorure de zinc et d’ammonium pour empêcher l’oxydation avant la galvanisation
Galvanisation :Immersion dans un bain de zinc en fusion à environ 450 °C (840 °F)
Refroidissement / trempe :Refroidissement contrôlé pour arrêter la réaction et solidifier le revêtement
· Inspection avant galvanisation : La préparation de surface doit être complète et uniforme avant immersion
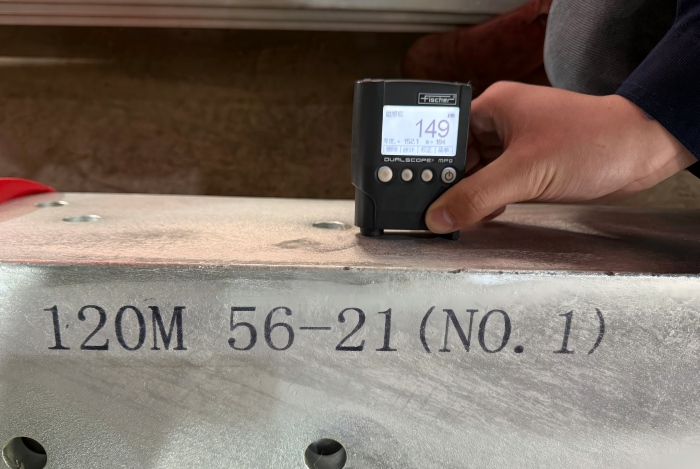
· Épaisseur du revêtement : Mesurée à l’aide de jauges magnétiques ou électromagnétiques ; épaisseur minimale selon ASTM A123 ou GB/T 13912 (généralement 85 μm pour l’acier de construction, avec une épaisseur renforcée pour les environnements sévères)
· Aspect du revêtement : Doit être continu, relativement lisse, et exempt de traces de flux, de zones non revêtues, de cloques et de fortes inclusions de scories
· Essais d’adhérence : Les essais au marteau ou les essais de quadrillage vérifient la résistance de l’adhérence du revêtement
· Essais d’uniformité : Les essais par immersion au sulfate de cuivre (test de Preece) vérifient la présence de zones non revêtues
· Rejet et reprise : Tout composant ne passant pas l’inspection est marqué, isolé et renvoyé pour re-galvanisation
L’assemblage d’essai est un étape de vérification qualité irremplaçabledans la fabrication des pylônes et constitue le point de contrôle technique final avant la livraison. Elle est généralement réalisée sur une plateforme d’assemblage dédiée, mise à niveau avec précision pour simuler le plan de référence réel d’installation.
Les ouvriers suivent strictement les plans de montage et les listes de boulons, en utilisant des boulons et rondelles identiques à ceux utilisés sur le site, pour assembler pièce par pièce les membrures principales, diagonales, éléments horizontaux et secondaires. Pour chaque lot de production, des sections représentatives de pylône ou des têtes complètes de pylône et nœuds de fût sont sélectionnés pour un pré-assemblage en usine.
Lors de l’assemblage d’essai, les ingénieurs qualité se concentrent sur :
· Écarts géométriques globaux : Largeur du fût, différences diagonales, différences de niveau des traverses
· Ajustement des assemblages de jonction : Vérification que le nettoyage des racines, le meulage arrière et le cintrage à chaud sont conformes aux normes
· Taux de passage des boulons à 100 % : L’alésage ou l’enfoncement forcé est strictement interdit ; chaque trou de boulon doit accepter son boulon sans contrainte
· Compatibilité des accessoires: Les échelles, plateformes, supports de câbles et supports d’antenne sont vérifiés pour la compatibilité des assemblages
Après l’assemblage, des télémètres laser, théodolites et instruments de mesure spécialisés sont utilisés pour des mesures complètes. Chaque donnée est enregistrée et des relevés photographiques sont réalisés. Si un écart est constaté, l’équipe remonte immédiatement au processus responsable et met en œuvre des actions correctives jusqu’à ce que toutes les exigences de tolérance de conception soient entièrement respectées.
Une fois l’assemblage d’essai validé, les composants sont numérotés selon la séquence de montage, démontés et préparés pour la livraison. Cette étape élimine fondamentalement les incertitudes de montage sur site. En particulier pour les projets d’exportation, identifier et résoudre les problèmes en amont garantit que les pylônes arrivent sur site prêts pour un montage fluide et efficace.

Après un assemblage d’essai et un démontage réussis, les composants sont emballés pour expédition. La stratégie d’emballage doit protéger le revêtement galvanisé à chaud contre les dommages pendant le transport tout en maximisant l’utilisation des conteneurs.

Pour les pylônes en cornières d’acier, la nature modulaire de la conception permet un emballage exceptionnellement efficace. Contrairement aux sections de monopôles soudés qui occupent des formes fixes et volumineuses, les éléments en cornière d’acier s’emboîtent avec une forte densité. Les méthodes d’emballage typiques comprennent :
· Emballage plastique : Pour la protection contre la corrosion lors du transport maritime
· Cadres ou caisses en acier : Pour la protection structurelle des composants lourds
· Structures de conteneurs sur mesure : Dimensionnées précisément pour des conteneurs de 20 ou 40 pieds, avec des poutres porteuses et points de suspension adaptés aux dimensions intérieures du conteneur
Les composants sont emballés avec instructions de montage et toute la quincaillerie nécessaire — boulons d’ancrage, écrous, rondelles — inclus. Pour les expéditions internationales, des listes de colisage détaillées et des documents douaniers sont préparés.
Comptage et identification des composants: Toutes les pièces sont vérifiées par rapport aux listes de colisage
Protection du revêtement: Les surfaces galvanisées sont protégées contre l’abrasion pendant le transport
Étiquetage: Identification claire de chaque composant, en correspondance avec les plans de montage
Optimisation du chargement des conteneurs: Maximisation de l’utilisation du poids et du volume tout en assurant la stabilité pendant le transport

La fabrication d’un pylône treillis autoportant est un processus systématique où la qualité n’est pas contrôlée uniquement à la fin — elle est intégrée à chaque étape. De la certification initiale des matériaux à l’assemblage d’essai final, chaque opération est régie par des procédures qualifiées, exécutée par du personnel qualifié et vérifiée par des inspections rigoureuses. L’assemblage d’essai, en particulier, constitue la preuve ultime de la précision de fabrication : si le pylône s’assemble en usine, il s’assemblera sur le terrain.
Pour les maîtres d’ouvrage et les exploitants de réseaux, comprendre ce processus de fabrication apporte la confiance que le pylône livré sur site n’est pas seulement un assemblage de pièces d’acier, mais une structure précisément conçue, dont l’assemblage — boulon par boulon — a été validé, capable de se tenir de manière fiable et de remplir sa mission pendant des décennies.
Avant de passer votre prochaine commande de pylônes, voici les questions qui distinguent les fabricants professionnels des autres :
· « Réalisez-vous un assemblage d’essai pour chaque lot — et puis-je y assister ? »
· « Quelle est votre tolérance de perçage CNC — et quelle norme suivez-vous ? »
· « Quelle est votre spécification d’épaisseur de galvanisation — et comment la testez-vous ? »
· « Quelles méthodes CND utilisez-vous sur les soudures critiques — et quel est votre taux d’inspection ? »
· « Pouvez-vous fournir un dossier qualité complet—certificats d’usine, rapports de CND, rapports d’essais de galvanisation et dossiers de montage à blanc ? »
Prêt à discuter de votre prochain projet de tour ? Contactez notre équipe d’ingénierie dès aujourd’hui pour la conception sur mesure, la fabrication et la planification de l’assurance qualité.








 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge